

Dieser Klebstoff wurde speziell für die Laminierung einer Vielzahl von Substraten entwickelt, darunter Kanalmaterialien, Kabelfolien, Polyethylenterephthalat (PET) und Weißblech. Seine Vielseitigkeit ermöglicht den effektiven Einsatz in verschiedenen Laminieranwendungen und sorgt für starke Haftung und Haltbarkeit. Darüber hinaus ist dieser Klebstoff mit Trockenlaminiermaschinen mit unterschiedlichen Geschwindigkeiten kompatibel und eignet sich daher ideal sowohl für Hochgeschwindigkeitsproduktionslinien als auch für moderatere Verarbeitungsumgebungen. Ob bei komplexen Industrieprojekten oder einfacheren Anwendungen – dieser Klebstoff gewährleistet eine zuverlässige Verbindung verschiedener Materialien und verbessert so die Gesamtleistung und Langlebigkeit der laminierten Produkte.

Polyurethan-Kleber zur Kabelfolienkaschierung JT3250/GT3250
Polyurethan-Klebstoff; Zweikomponenten-PU-Klebstoff; Klebstoff für die Laminierung von Basismaterialien; Klebstoff auf Lösungsmittelbasis
Außergewöhnliche Tintenaffinität und Beschichtungsleistung.
Starke Bindungsfestigkeit und Flexibilität für Aluminium-Kunststoff- und Kupfer-Kunststoff-Verbundstoffe.
Hervorragende chemische Beständigkeit und Hitzebeständigkeit.
- Beschreibung
- Details
-
-
1.Technische Daten
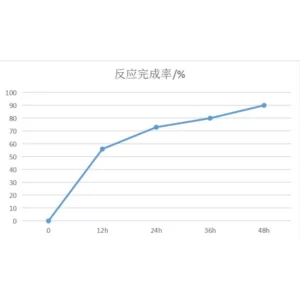
Produktmodell JT3250 GT3250 Aussehen Hellgelbe oder gelb transparente viskose Flüssigkeit Hellgelbe oder gelb transparente viskose Flüssigkeit Feststoffgehalt (%) 50 ± 2 60 ± 2 Viskosität (cps/25 °C) 2000 ± 1000 15-90 Geruch Kein Geruch Kein Geruch Qualitätsverhältnis 20 2.5-3.5 2.Änderungen der Reaktionsabschlussrate mit der Alterungszeit bei 50℃
3.Feststoffgehalt und Viskosität ändern sich während der Verdünnung
Feststoffgehalt (%) 40 35 30 25 Hauptvertreter (KG) 20 20 20 20 Härter (KG) 3 3 3 3 Ethylacetat (KG) 6.5 10.7 16.3 24.2 Der Wassergehalt von Ethylacetat darf 0,031 TP3T nicht überschreiten und der Alkoholgehalt darf 0,021 TP3T nicht überschreiten. Wenn das Lösungsmittel aktiven Wasserstoff enthält (wie Alkohol, Amin), treten Nebenreaktionen auf, die zu einer Verringerung des wirksamen Gehalts des Härtungsmittels führen. Bei der tatsächlichen Verwendung sollte das Mischungsverhältnis der Situation entsprechend angepasst werden.
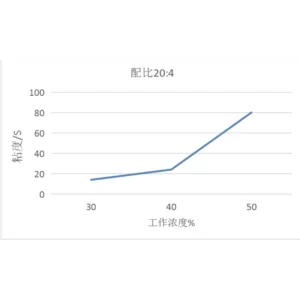
4. Beziehung zwischen Arbeitskonzentration und Viskosität bei 25 °C
5.Empfehlenswerte Vorgehensweise
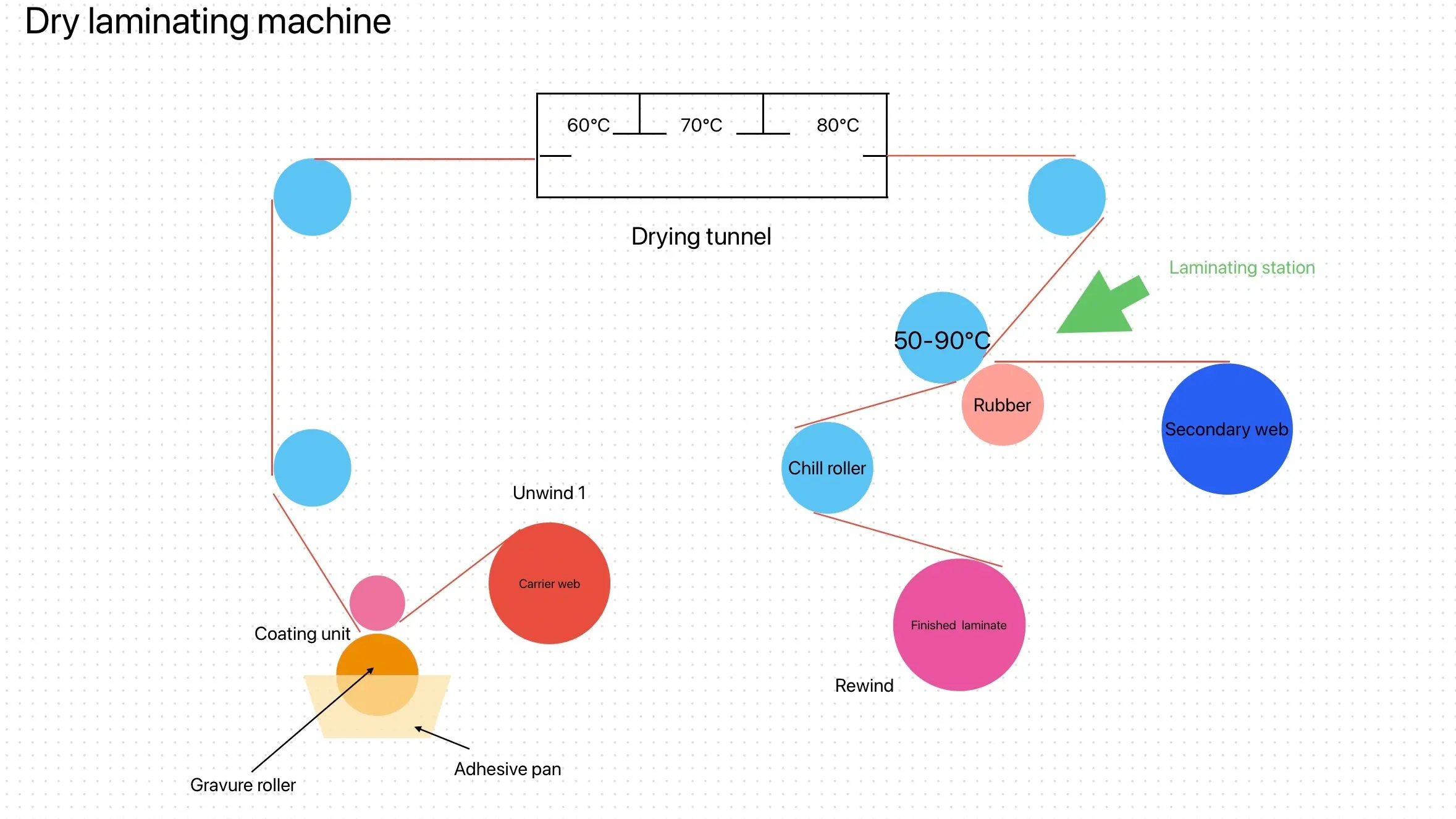
- Anwendbare Maschinenmodelle: Geeignet für Trockenlaminiermaschinen mit unterschiedlichen Geschwindigkeiten.
- Das empfohlene Verhältnis ist 20:3, das übliche Verhältnis. Die tatsächliche Umgebungsfeuchtigkeit und die Druckfarbe haben einen erheblichen Einfluss auf den Verbundeffekt. Kunden sollten die Menge des Härtemittels entsprechend der tatsächlichen Situation anpassen.
- Betriebsbedingungen: Beim Verdünnen das Lösungsmittel entsprechend dem erforderlichen Feststoffgehalt zum Hauptmittel hinzufügen, gründlich umrühren, dann das Härtungsmittel hinzufügen und vor der Verwendung gleichmäßig umrühren. (Hinweis: Der Wassergehalt von Ethylacetat darf 0,031 TP3T nicht überschreiten und der Alkoholgehalt darf 0,021 TP3T nicht überschreiten. Wenn das Lösungsmittel aktiven Wasserstoff enthält (z. B. Alkohol, Amin), treten Nebenreaktionen auf, die zu einer Verringerung des wirksamen Gehalts des Härtungsmittels führen. Bei der tatsächlichen Verwendung sollte das Mischungsverhältnis entsprechend der Situation angepasst werden.)
- Trocknen: Um das Lösungsmittel in der Klebeschicht der Trägerfolie zu verdampfen, sollte die Trocknungseffizienz der Trocknungsmaschine so weit wie möglich verbessert werden.
- Der erforderliche Feststoffgehalt des Klebstoffs liegt im Allgemeinen bei etwa (28-32)%. Kunden sollten den Feststoffgehalt des Klebstoffs und die aufzutragende Klebstoffmenge anhand der Eigenschaften des zu verklebenden Materials, der Leistung der Gummiwalze und anderer Bedingungen bestimmen.
6. Beschichtungsmenge
- Die empfohlene Beschichtungsmenge beträgt ≥2,0 g/m² (Trockenbasis). In der Praxis kann die Beschichtungsmenge je nach Anwendungsfall erhöht werden.
7. Reifezustand
- Das Verbundprodukt sollte mindestens 48 Stunden lang in einem Aushärteraum bei (50±5)℃ ausgehärtet werden.
8. Lagerung und Sicherheit
- In einer trockenen, sauberen, kühlen Umgebung bei 5–30 °C kann der ungeöffnete JT3250/GT3250 12 Monate lang gelagert werden.
- Nach dem Kontakt mit Klebstoff sollten Sie gründlich waschen, auch Arbeitskleidung, Schutzbrillen, Masken und Handschuhe, die mit Klebstoff verschmutzt sind.
- Vorsicht! Auch leere Klebstoffgebinde enthalten Schadstoffe. Beachten Sie die Hinweise auf dem Gebindeetikett und verwenden Sie leere Gebinde nicht ohne fachgerechte Reinigung.
- Wenn Sie weitere Sicherheitsinformationen benötigen, lesen Sie bitte unser Produktsicherheitsdatenblatt.
9. Verpackungsinformationen
- JT3250: 20 kg/Fass
- GT3250: 4 kg/Fass
10. Vorsicht
- Die Luftfeuchtigkeit hat einen erheblichen Einfluss auf den Verbundeffekt. In Jahreszeiten mit hohen Temperaturen und hoher Luftfeuchtigkeit sollte die Menge des Härtemittels entsprechend erhöht werden.
- Bei der Verbundverarbeitung ist eine Kontrolle und Kontrolle der Viskosität des Klebstoffes notwendig.
- Der vorbereitete Kleber sollte in der Regel innerhalb von 8 Stunden verbraucht werden. Sollte zu viel Flüssigkeit vorhanden sein, lagern Sie den Kleber nach dem Verdünnen an einem verschlossenen und kühlen Ort. Verwenden Sie ihn am nächsten Tag als Verdünnungsmittel und geben Sie nach und nach eine kleine Menge zum frisch zubereiteten Kleber hinzu. Vermeiden Sie die Verwendung bei Verbundprodukten mit Aluminiumfolie. Bei starker Verdickung verwenden Sie den Kleber nicht weiter.
- Art und Konzentration der Folienadditive beeinflussen die Klebkraft der Verbundfolie unterschiedlich stark und müssen daher vor der Anwendung ausgewählt werden.
- Dieses Produkt ist entzündlich und muss als Gefahrgut transportiert und gelagert werden.